abgeschlossene
Projekte
Phase 4


Mit Messverfahren auf der Basis von Ultraschall lassen sich festkörper- und fluidmechanische Größen, Werkstoffeigenschaften sowie Bauelemente- und Systemzustände bestimmen. Piezokeramische Ultraschallsender und -empfänger sind Stand der Technik. Ihr Aufbau erfordert zahlreiche Komponenten unterschiedlicher Werkstoffe und viele Montageschritte. Ihre siebdrucktechnische Herstellung verspricht dagegen Miniaturisierung, höhere Zuverlässigkeit, Kostensenkung und ermöglicht höhere Ultraschallfrequenzen als bisherige Technologien. Es wurden strukturierte piezokeramische Dickschichten auf eigens entwickelten, additiv gefertigten keramischen Substraten mit spezifischen akustischen Dämpfungseigenschaften realisiert. Damit lassen sich beispielsweise vollkeramische Ultraschallwandler für Hochtemperaturanwendungen realisieren. Die Technologie steht für den Transfer in industrielle Anwendungen bereit.
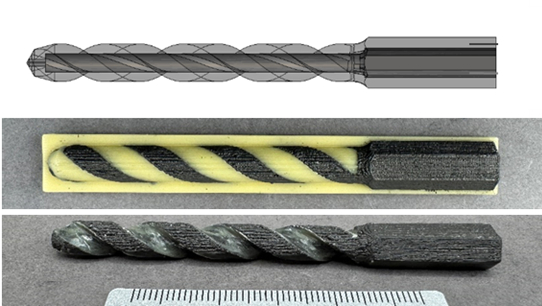
Werkzeuge auf Basis von Hartmetallen oder Cermets werden in verschiedensten Anwendungsbereichen eingesetzt, bei denen extreme Belastungen auftreten (z.B. Spanprozesse). Dabei bestehen in den unterschiedlichen Bereichen der Bauteile unterschiedliche Anforderungen hinsichtlich Härte und Zähigkeit, so dass durch eine gezielte Variation der Eigenschaften innerhalb des Bauteils dessen Gesamtperformance signifikant gesteigert werden kann. Das CerAM MMJ-Verfahren (Multi Material Jetting) wurde speziell für die additive Fertigung von Multi-Material-Bauteilen entwickelt, und es galt, co-sinterbare Werkstoffkombinationen auf Basis von Hartmetallen und Cermets zu entwickeln und diese für das CerAM MMJ-Verfahren zu qualifizieren.
Um die Möglichkeiten der Werkstoff-Technologie-Kombination demonstrieren zu können, wurden aussagekräftige Demonstratorbauteile konzipiert, realisiert und charakterisiert.
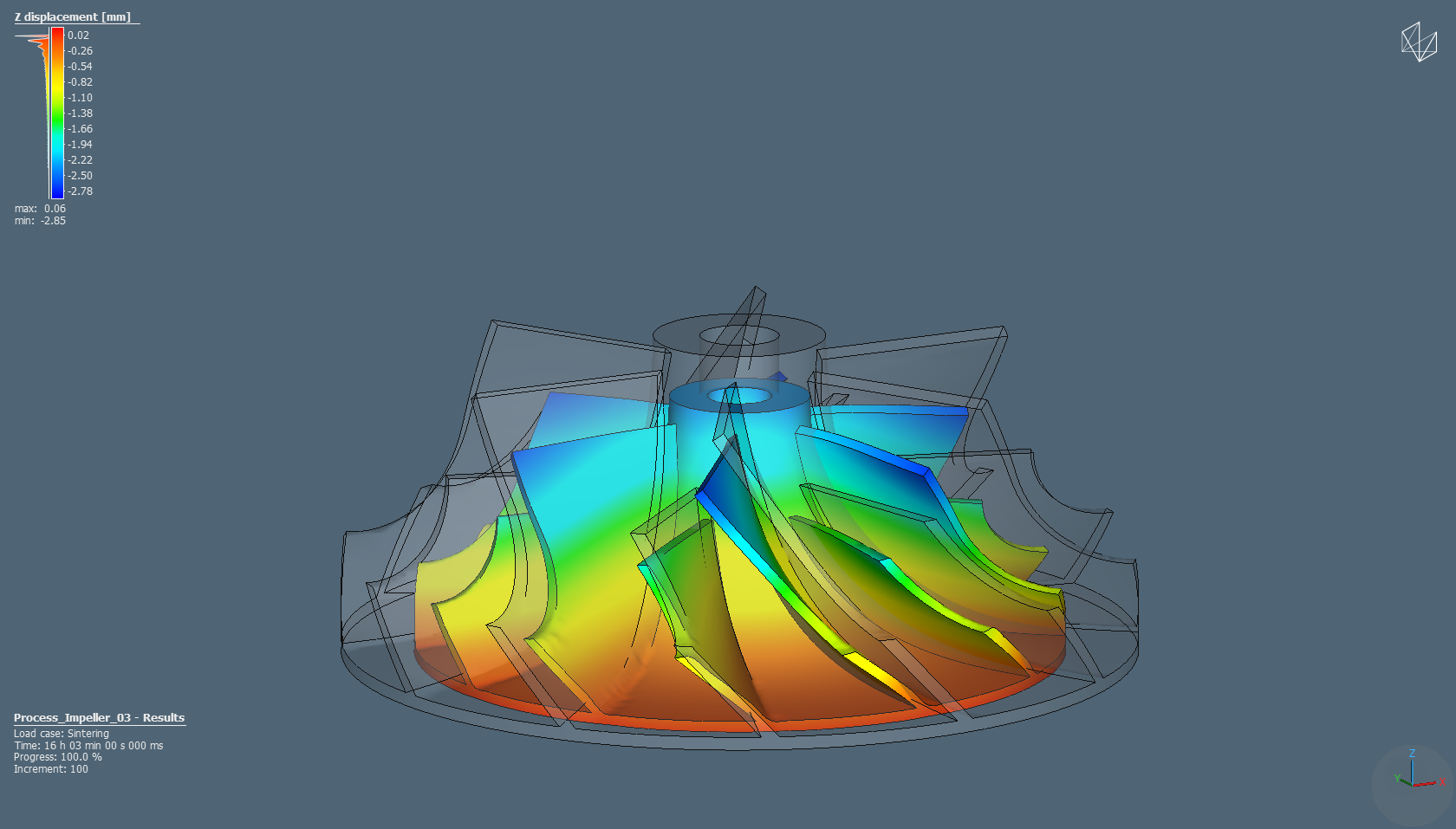
Binder Jetting ist eine sinterbasierte additive Fertigungstechnologie, die wegen ihrer hohen Aufbaurate und Materialvielfalt für viele Branchen und Anwendungen wirtschaftlich interessant ist. Im Prozess entsteht ein Grünteil, das im Anschluss entbindert und gesintert werden muss. Die Partner IWS und IKTS des Leistungszentrums entwickeln diesen Prozess anwendungsnah mit metallischen und keramischen Werkstoffen.
Insbesondere im Sinterschritt treten im Bauteil starke Schwindung und Verzug auf. Durch Simulation kann diese Verformung berechnet und kompensiert werden. Die Fähigkeiten dazu und eine zeiteffiziente Kalibriermethode für die verwendeten Werkstoffe wurde im Rahmen von SEBIS-JET weiterentwickelt. Dadurch können Design- und Prozessentwicklungszyklen verkürzt werden.
Das aus SEBIS-JET entstandene Projekt "Simsalabim" ermöglicht es, Bauteile mithilfe von Simulation schnell hinsichtlich ihrer Fertigbarkeit und erreichbarer Toleranzen zu prüfen.
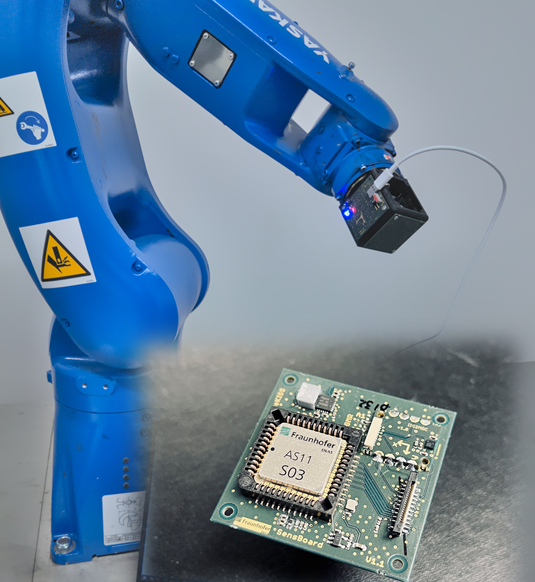
Inertial Measurement Units (IMUs) werden eingesetzt, um Bewegungsabläufe zu überwachen oder aufzuzeichnen. Durch die Verwendung von Inertialsensorik kann die IMU frei von zusätzlichen externen Referenzen eingesetzt werden, um z.B. eine Lage im Raum zu ermitteln. Die Sensoren müssen weitestgehend frei von Drifts und rauscharm sein. Das Kernelement bildet ein hochpräziser Drehratensensor, der seit mehreren Jahren in verschiedenen Projekten entwickelt wird. Die Spezifikation bzgl. Rauschen, Auflösung und Stabilität ist auf höchstem Niveau. Der Einsatz dieser Sensoren in der IMU soll durch die hohe Genauigkeit der Einzelsensoren eine neue Performance-Klasse für IMUs mit MEMS-Sensoren eröffnen.
Basierend auf den Projektergebnissen wurde das weiterführende Projekt Sensortriade akquiriert, in dem die modularisierten, verkleinerten Schaltungseinheiten mit Partnern aus dem Leistungszentrum gewinnbringend weiterverwendet wurden, um eine robuste sowie kompakte Präzisions-MEMS-IMU im funktionalisierten Keramikgehäuse zu entwickeln.
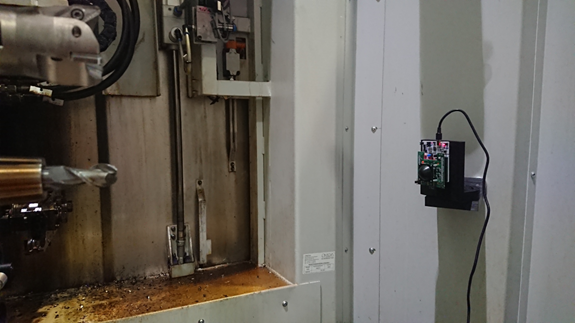
Die Identifikation von Werkzeugen sowie die Detektion von Werkzeugbrüchen sind Voraussetzungen für eine prozesssichere Fertigung. Untersuchungen zu Kollisionsursachen in Werkzeugmaschinen zeigen allerdings, dass trotz des Einsatzes von RFID-Systemen, sowie laserbasierten oder taktilen Messsystemen werkzeugspezifische Fertigungsausfälle weiterhin eine bedeutende Rolle spielen.
Im Rahmen des Projektes Rad-IP wurde mit Hilfe von FMCW-Radar-Modulen Untersuchungen zur Werkzeugdetektion hinsichtlich Werkzeugformen, -längen und -durchmessern durchgeführt. Auf Basis der erhaltenen Reflektionscharakteristika ließen sich bei rotierenden Werkzeugen innerhalb weniger Millisekunden Rückschlüsse auf deren Geometrie ziehen.
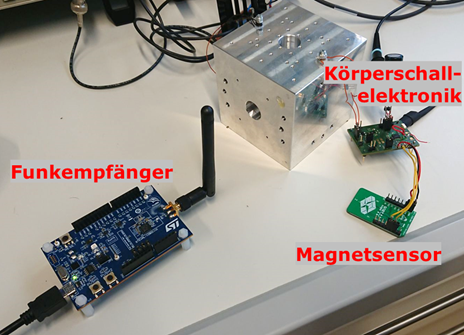
Die wirkstellennahe Integration von Sensorik gestaltet sich im Maschinenumfeld meist sehr schwierig. Für kabelgebundene Sensoren müssen Kabelführungen in oder an der Maschine geschaffen werden, dafür wird zusätzlicher Bauraum benötigt. Bei bewegten Maschinenteilen lassen sich kabelgebundene Sensoren nicht oder nur schwerlich einsetzen, es wird häufig auf Funk- und Batteriebetriebene Sensorik ausgewichen. Doch auch hier gibt es Einschränkungen bezüglich Einbauposition sowie Zugänglichkeit für einen regelmäßigen und teils zeitaufwändigen Batteriewechsels.
Im Rahmen des Projektes wurden Versuche zur Energieübertragung mittels Körperschall an verschiedenen Versuchskörpern sowie an einer Umformmaschine durchgeführt. Aufbauend aus den Erkenntnissen wurde entsprechende Elektronik zur Körperschallgenerierung als auch -empfang und Energiewandlung zur Versorgung der Sensorik entwickelt. Die Funktion der neuen Sensorik konnte schließlich an resonanten Strukturen nachgewiesen werden.
Im Rahmen des Projektes „KuLeGreen“ wurden die Kupferlegierungen CuCr1Zr und CuNi2SiCr für das pulverbettbasierte Laserstrahlschmelzen mit grüner Laserstrahlquelle qualifiziert. Im Werkzeugbau sind diese aushärtbaren Kupferlegierungen weit verbreitet aufgrund ihrer hohen Härte bei gleichzeitig guter bis sehr guter thermischer und elektrischer Leitfähigkeit. Im ersten Schritt wurde in einer Parameterstudie die Dichte optimiert durch eine Variation der Prozessparameter Schichtdicke, Spurabstand und Scangeschwindigkeit. Neben der Dichte wurde auch die Rauheit und die mechanischen Eigenschaften untersucht. Im Anschluss an die defektfreie Verarbeitung mit einer Dichte von mehr als 99,5 % wurden verschiedene Wärmebehandlungen für beide Legierungen durchgeführt, um die Härte und Leitfähigkeit in einem breiten Prozessfenster gezielt zu beeinflussen. Dabei wurden Härten von bis zu 225 HV und Leitfähigkeiten bis zu 92 %IACS erreicht. Damit konnten beide Legierungen erfolgreiche qualifiziert werden und stehen bereit für verschiedenste Anwendungen im Bereich Wärmeübertragung.
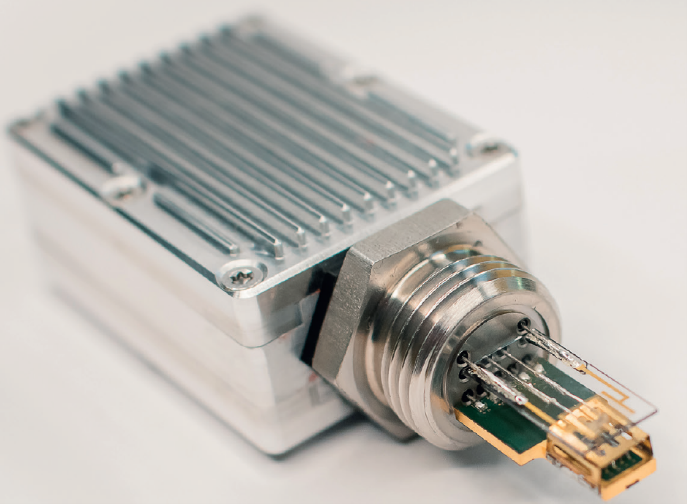
Eine kontinuierliche Überwachung der Hydraulikflüssigkeiten ermöglicht eine frühzeitige Fehlererkennung und reduziert damit ungeplante Ausfälle hydraulischer Maschinen. In vorangegangen Projekten wurde am ENAS ein MEMS-basierter Ölqualitätssensor zur kontinuierlichen Messung von Viskosität, Dichte, Temperatur und Dielektrizitätszahl entwickelt. Im aktuellen Projekt „HySens“ wurde nun dieser Sensor unter realen Einsatzbedingungen in Hydrauliksystemen verschiedener Bearbeitungsmaschinen am IWU umfangreich evaluiert werden. Hierfür wurden mehrere Versuchsmuster aufgebaut und entsprechend kalibriert, die Hydrauliksysteme für die Integration entsprechend vorbereitet und abschließend ein Langzeitversuch durchgeführt. Dabei konnte die Langzeitstabilität des MEMS-basierten Ölqualitätssensor hinreichend nachgewiesen werden.

Die Fertigung im Kunststoffbehälterbau ist durch geringe Stückzahlen gekennzeichnet. Bestehende (Offline)-Systeme zur Programmierung von Robotern erweisen sich oft als unwirtschaftlich – daher wird das Extrusionsschweißen im Behälterbau derzeit manuell durchgeführt. Zum Erhalt der Wettbewerbsfähigkeit ist ein steigender Automatisierungsgrad erforderlich. Ziel ist die Untersuchung der Machbarkeit eines innovativen Verfahrens, das es ermöglicht, den Prozess des Kunststoffextrusionsschweißens so zu automatisieren und zu gestalten, dass für den Einrichtvorgang kein Expertenwissen in der Programmierung von Robotern durch den Anlagenbediener notwendig ist. Die Vorteile durch die skizzierte Idee, die bei einer erfolgreichen Umsetzung zu erwarten sind, implizieren einen erheblichen wirtschaftlichen Vorteil, der sich aus einer Reduktion von Personalkosten, Prozessgeschwindigkeit und Qualität ergibt. Im Rahmen des Vorhabens konnten neue Teaching-Verfahren zum intuitiven und effizienten Einrichten von Roboterbahnen konzipiert und evaluiert werden. Der Transfer in die industrielle Praxis erfolgt u.a. durch ein öffentlich gefördertes FuE-Projekt mit Ausrüstungs- und Anwendungspartnern für das Kunststoffextrusionsschweißen und durch ein Spinoff des Fraunhofer IWU (Botfellows).
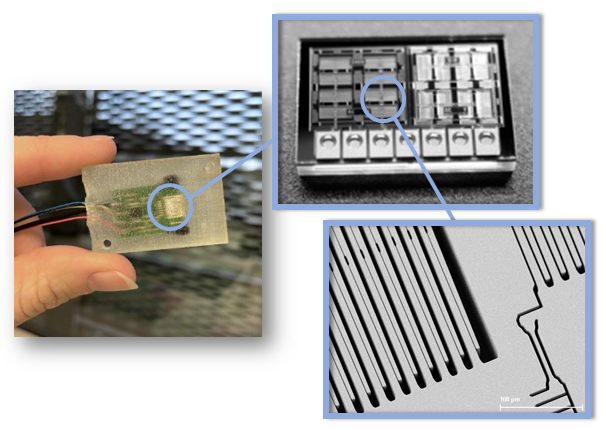
Fortschreitende Schädigungen an Maschinenelementen äußern sich unter anderem in zunehmenden Vibrationsamplituden auf spezifischen Frequenzen sowie durch das Auftreten akustischer Emissionen im höheren Frequenzbereich. Stöße und Schocks beeinträchtigen darüber hinaus die Maschinenlaufzeit und die Präzision der Fertigung. Zur Überwachung des Maschinenzustands und zur Prozessüberwachung werden u.a. Beschleunigungsaufnehmer eingesetzt.
In diesem Projekt erfolgte die Entwicklung von Sensorsystemen mit eigens gefertigten, hoch empfindlichen MEMS-Elementen zum Detektieren von Körperschall (akustischen Emissionen) sowie die Event-getriggerte Detektion von z.B. mechanischen Schocks oder Schwingungen. Zusätzlich wurden schmalbandige, piezoelektrische MEMS-Resonatoren zusammen mit Wake-Up-Schaltungen entwickelt, die es ermöglichen, die Batterielebensdauer von dezentralen Sensorknoten um ein Vielfaches zu verlängern.
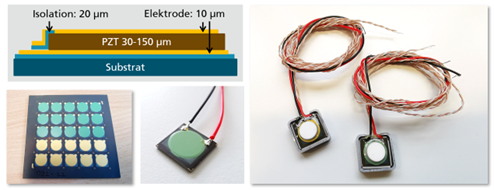
Gedruckte piezoelektrische Dickschichtsensoren bieten eine innovative Möglichkeit zur hochauflösenden Kraftmessung in technischen Anwendungen, insbesondere in Strukturen mit geringer Nachgiebigkeit. Sie zeichnen sich durch eine hohe Sensitivität und Flexibilität in der Gestaltung aus, wodurch sie an vielfältige Anforderungen angepasst werden können. Insbesondere für die Integration in Zerspanwerkzeuge bieten sich vielversprechende Einsatzmöglichkeiten, da die präzise Messung von Prozesskräften eine detaillierte Analyse und Steuerung von Fertigungsprozessen ermöglicht. Im Rahmen des Leistungszentrums-Projekts „Werkzeugintegrierte Plug&Play-Sensoren zur Prozessüberwachung“ (3. Förderphase) wurde ein erstes Konzept entwickelt, um die Machbarkeit der Integration solcher Sensoren in den Drehprozess zu untersuchen. Auf diesen Ergebnissen aufbauend, wurde das Konzept in der 4. Förderphase, im Projekt „DrehSens“, weiterentwickelt. Ziel der Arbeiten war die Optimierung der Materialzusammensetzung der Sensoren, die Entwicklung eines verbesserten Integrationskonzepts für Drehhalter und die Untersuchung des Einsatzes in verschiedenen Prozessüberwachungsszenarien.